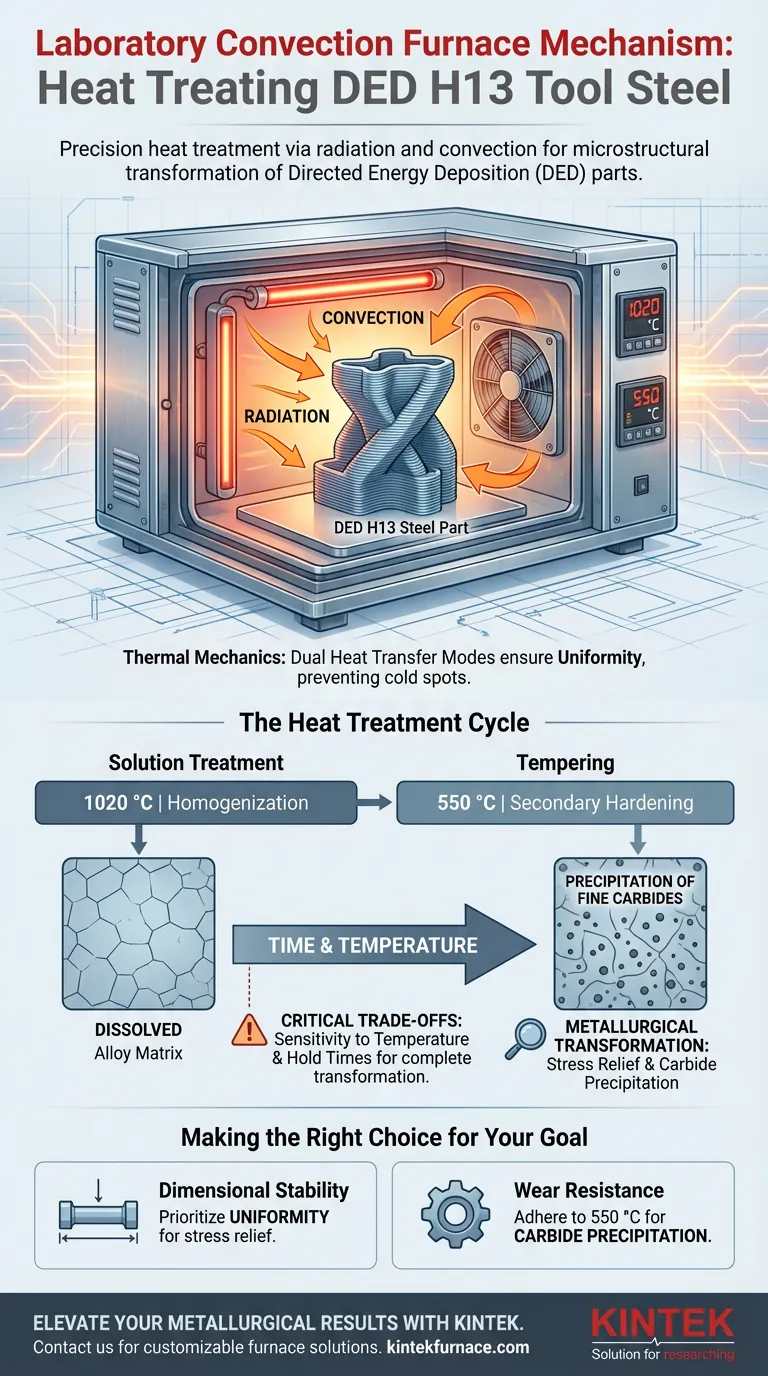
실험실 대류로의 주요 메커니즘은 복사열과 대류를 결합하여 엄격하게 제어된 고온 환경을 조성하는 것입니다. DED(Directed Energy Deposition)로 생산된 H13 공구강의 경우, 이 로는 정확한 열 사이클, 특히 1020°C에서의 용체화 처리와 550°C에서의 템퍼링을 실행하여 부품 전체에 균일한 가열을 보장합니다.
물리적 메커니즘은 열 전달을 포함하지만, 기능적 목적은 야금 변태입니다. 이 로는 과포화 마르텐사이트 매트릭스에서 미세 탄화물의 석출을 촉진하며, 이는 잔류 응력을 완화하고 2차 경화를 활성화하는 중요한 단계입니다.
로의 열 역학
이중 열 전달 모드
실험실 로는 두 가지 별개의 물리 원리를 사용하여 H13 강철을 가열합니다. 복사열은 가열 요소에서 샘플 표면으로 직접 열을 전달하며, 이는 고온에서 효과적입니다.
동시에 대류는 가열된 공기 또는 가스를 챔버 주위로 순환시킵니다. 이를 통해 열이 DED 부품에서 흔히 발견되는 복잡한 형상으로 침투하여 순수 복사열 가열로는 놓칠 수 있는 냉점을 방지합니다.
열 균일성 보장
균일성은 이 메커니즘의 중요한 결과입니다. DED 부품은 적층식 제조 공정으로 인해 종종 이방성(방향 의존적) 특성을 갖습니다.
대류로는 일관된 열 장으로 샘플을 둘러싸 이 문제를 완화합니다. 이를 통해 아래 설명된 미세 구조 변화가 강철 전체 부피에 걸쳐 균일하게 발생하도록 보장합니다.
DED H13 강의 미세 구조 변태
용체화 처리의 역할
메커니즘의 첫 번째 단계는 강철을 1020°C에서 유지하는 것입니다. 이 온도에서 로 환경은 용체화 처리를 가능하게 합니다.
이 단계는 강철 매트릭스 내 합금 원소를 균질화하여 미세 구조를 준비하고, 후속 경화 단계를 위한 무대를 마련합니다.
템퍼링의 역할
용체화 처리 후, 로는 550°C에서 템퍼링하는 데 사용됩니다. 이 특정 온도 지점은 H13 공구강에 매우 중요합니다.
이 단계에서 "2차 경화" 효과가 촉발됩니다. 로는 이 온도를 유지하여 재료가 산업용으로 적합한 더 단단하고 내구성 있는 상태로 안정화되도록 합니다.
미세 탄화물 석출
로가 촉진하는 가장 복잡한 메커니즘은 강철 매트릭스의 변태입니다. 열처리는 과포화 마르텐사이트 매트릭스에서 미세 탄화물의 석출을 강제합니다.
DED의 맥락에서, 재료는 인쇄 중 빠른 냉각으로 인해 과포화 구조로 시작됩니다. 로는 이 구조를 풀어주어 탄화물을 방출하여 강철을 강화합니다.
응력 완화
DED 공정은 제조 중 빠른 열 사이클로 인해 본질적으로 높은 잔류 응력을 발생시킵니다.
대류로는 응력 완화 챔버 역할을 합니다. 제어된 열을 유지함으로써 강철의 내부 격자 구조가 이완되도록 하여 최종 부품의 균열 또는 변형 위험을 줄입니다.
장단점 이해
온도 변동에 대한 민감도
이 메커니즘은 전적으로 정밀도에 달려 있습니다. 로가 1020°C 또는 550°C의 목표 온도에서 벗어나면 미세 구조적 이점이 손상됩니다.
부정확한 온도는 불완전한 탄화물 석출 또는 잔류 응력 완화 실패로 이어져 DED 부품의 구조적 불안정성을 초래할 수 있습니다.
시간-온도 의존성
이것은 즉각적인 과정이 아닙니다. 로 메커니즘은 대류를 통해 열이 부품에 완전히 침투하도록 하려면 특정 유지 시간이 필요합니다.
이 과정을 서두르면 균일성의 이점이 상쇄됩니다. 특히 코어까지 열 전달이 더 오래 걸리는 더 두껍거나 더 밀도가 높은 DED 부품의 경우 더욱 그렇습니다.
목표에 맞는 올바른 선택
H13 DED 부품용 실험실 대류로의 유용성을 극대화하려면 특정 야금 목표에 집중하십시오.
- 치수 안정성이 주요 초점인 경우: 잔류 응력의 완전한 완화를 보장하고 향후 변형을 방지하기 위해 대류 메커니즘의 균일성을 우선시하십시오.
- 내마모성이 주요 초점인 경우: 550°C 템퍼링 설정값을 엄격하게 준수하여 미세 탄화물의 석출을 극대화하고 완전한 2차 경화를 달성하십시오.
정확한 열 제어는 원시 인쇄 부품과 산업 등급 도구 사이의 다리입니다.
요약 표:
| 열처리 단계 | 온도 설정값 | 주요 메커니즘 | 야금 결과 |
|---|---|---|---|
| 용체화 처리 | 1020 °C | 균질화 | 합금 원소를 매트릭스로 용해 |
| 템퍼링 | 550 °C | 2차 경화 | 마르텐사이트에서 미세 탄화물 석출 |
| 열 전달 | 가변 | 복사열 & 대류 | 균일한 가열을 보장하고 냉점을 방지 |
| 응력 완화 | 연속 | 격자 이완 | DED 공정으로 인한 잔류 응력 완화 |
KINTEK으로 야금 결과 향상
Directed Energy Deposition으로 생산된 H13 공구강을 처리할 때 정밀도는 협상 불가입니다. KINTEK은 완벽한 미세 구조 변태 및 응력 완화를 달성하는 데 필요한 고급 열 기술을 제공합니다.
전문 R&D 및 세계적 수준의 제조를 바탕으로 다음과 같은 포괄적인 실험실 솔루션을 제공합니다.
- 머플 & 튜브 로: 초정밀 분위기 제어용.
- 진공 & CVD 시스템: 고순도 열 사이클용.
- 회전 & 맞춤형 고온 로: 특정 DED 후처리 요구 사항에 맞게 조정됨.
3D 인쇄 부품을 산업 등급 도구로 변환할 준비가 되셨습니까? 맞춤형 로 솔루션을 찾으려면 지금 문의하십시오.
시각적 가이드
참고문헌
- A Comparative Study of Directed Energy Deposition‐Arc and Casting: Enhancing Mechanical and Thermal Properties of Hot‐Work Tool Steels. DOI: 10.1002/srin.202500424
이 문서는 다음의 기술 정보도 기반으로 합니다 Kintek Furnace 지식 베이스 .
관련 제품
- 바닥 리프팅 기능이 있는 실험실 머플 오븐 용광로
- 실험실용 1200℃ 머플기로(Muffle Oven Furnace)
- 실험실용 1400℃ 머플 오븐로
- 실험실 디바인딩 및 사전 소결용 고온 머플 오븐로
- 실험실 진공 틸트 로터리 튜브 퍼니스 회전 튜브 퍼니스



















